
Модели
Спецификация
Технические характеристики установки УСА-АК
| ХАРАКТЕРИСТИКИ ИЗМЕРЕНИЯ | |
| Время проведения измерения одного абразивного круга, сек, не более | 10 |
| Диапазон внешних диаметров контролируемых абразивных кругов, мм | 100 — 250 включ. |
| Диапазон диаметров посадочных отверстий контролируемых абразивных кругов, мм | 16 — 76 включ. |
| Диапазон высот контролируемых абразивных кругов, мм | 10 — 100 включ. |
| Пределы допустимой абсолютной погрешности при измерении внешних диаметров абразивных кругов, мм | ±0,2 мм |
| Пределы допустимой абсолютной погрешности при измерении диаметров посадочных отверстий абразивных кругов, мм | ±0,03 |
| Пределы допустимой абсолютной погрешности при измерении высот абразивных кругов, мм | ±0,1 мм |
| РАБОЧИЕ ХАРАКТЕРИСТИКИ | |
| Напряжение питания, В | переменное 220 |
| Диапазон рабочих температур, °С | +10 … +35 |
| Диапазон предельных рабочих температур, °С | -20 … +65 |
| Время выхода на рабочий режим, мин, не более | 5 |
| Время непрерывной работы | не ограничено |
Технические характеристики установки УСА-АК
| Наименование параметра | Номинальное значение параметра, мм | Предельная погрешность параметра, мм |
| Диапазон внешних диаметров контролируемых абразивных кругов | включ. 100 — 125 включ. | ±2,0 |
| свыше 125 — 250 включ. | ±3,2 | |
| Диапазон диаметров посадочных отверстий контролируемых абразивных кругов | включ. 16 — 50,8 включ. | +0,16 |
| свыше 50,8 — 76 включ. | +0,19 | |
| Диапазон высот контролируемых абразивных кругов | включ. 10 — 16 включ. | ±0,8 |
| свыше 16 — 50 включ. | ±1,5 | |
| свыше 50 — 100 включ. | ±2,0 |
Принцип работы
Пример работы программного обеспечения установки БЛИК-Б4-2D:
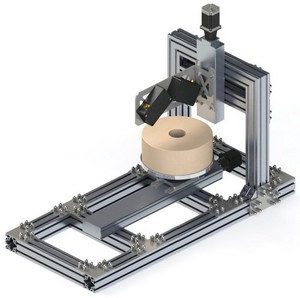
Устройство установки УСА-АК показано на рисунке ниже.
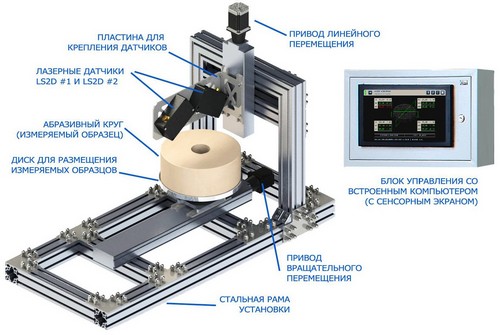
Установка содержит два лазерных сканера LS2D. Они крепятся на пластине, передвигаемой с помощью привода линейного перемещения. Измеряемые образцы размещаются на диске, который поворачивается при помощи привода вращательного перемещения. Элементы установки закреплены на стальной раме.
Перемещение пластины с датчиками контролируется двумя датчиками крайних положений.Управление приводами и измерительными устройствами установки осуществляется с помощью промышленного компьютера с сенсорным экраном, размещенным в корпусе блока управления.
Сканирование и измерение параметров абразивных кругов производится в полуавтоматическом режиме. На специальный диск для размещения измеряемых образцов устанавливается абразивный круг, над ним располагаются лазерные сканеры. Контролер запускает измерение в окне программного обеспечения. С помощью привода линейного перемещения пластина с датчиками совершает перемещение вдоль оси абразивного круга по всей его ширине. При этом лазерные датчики производят сканирование поверхности круга в сечении 1. Затем привод вращательного перемещения разворачивает диск с измеряемым образцом на 90 градусов. И, аналогично, абразивный круг измеряется в сечении 2.
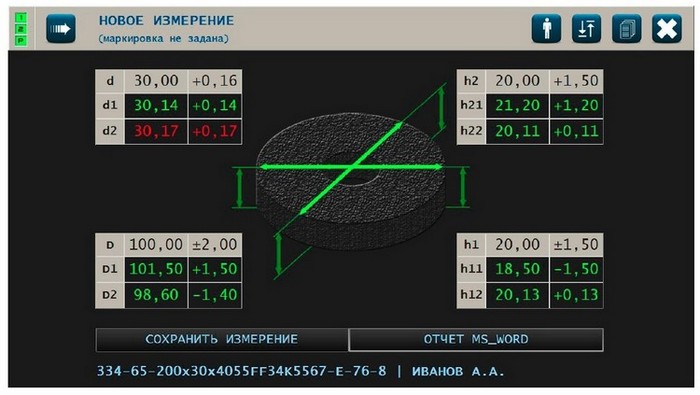
В результате сканирования получается набор точек поверхности абразивного круга в двух взаимно перпендикулярных диаметральных сечениях. На основе этого набора точек с помощью специальных программных алгоритмов производится вычисление геометрических характеристик абразивного круга. Результаты измерения выводятся в графическом виде на экран монитора компьютера и сохраняются в файл.
Пример работы программного обеспечения установки УСА-АК:
Применение
Применение
Видео
Ссылки для скачивания
Для заказа
Для заказа
Варианты корпусов
Варианты корпусов