Модели
Модели
Спецификация
Характеристики Системы слежения за сварным стыком
| ХАРАКТЕРИСТИКИ ИЗМЕРЕНИЯ | |
| Диапазон измерений D, мм | по требованию заказчика1 |
| Ближняя граница, мм | |
| Ширина сканирующего луча на ближней границе, мм | |
| Ширина сканирующего луча на дальней границе, мм | |
| Предел относительной погрешности, приведенной к диапазону измерений, % | 0,1 |
| Интерфейс цифровой | Ethernet 100/1000, четыре дискретных выхода с опторазвязкой |
| Номинальное напряжение питания, В | постоянное 5-40 В для сканера системы; переменное 220 В для компьютера |
| Степень защиты | IP65 |
| Диапазон рабочих температур, °С | от 10 до 35 |
| Время выхода на рабочий режим, не более, мин | 1 |
| Время непрерывной работы | не ограничено |
| 1 Основные характеристики сканеров системы, а также их стандартные диапазоны приведены здесь | |
Принцип работы
Принцип работы Системы слежения за сварным стыком
Система контроля сварных стыков состоит из лазерного сканера LS2D и компьютера.
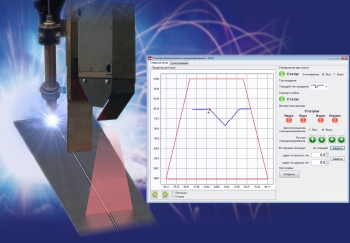
Над свариваемыми листами, расположенными в одной плоскости, размещается лазерный сканер LS2D. Направление сканирования перпендикулярно свариваемому шву.
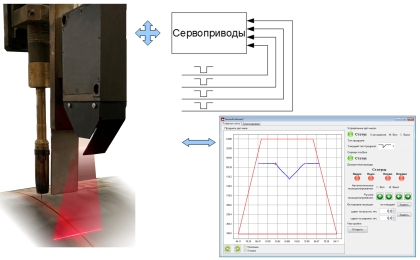
Лазерный сканер подключен посредством Ethernet к компьютеру. Дискретные выходы сканера соединены с сервоприводами Системы, которые управляют положением сварочной горелки. Позиционирование осуществляется в горизонтальном направлении для слежения за стыком и в вертикальном направлении для выведения сварочной головки на нужную высоту.
Система позволяет выдавать текущее положение двумя способами – через дискретные выходы и через регистры сервера Modbus. Оба способа являются опциональными и отключаемыми.
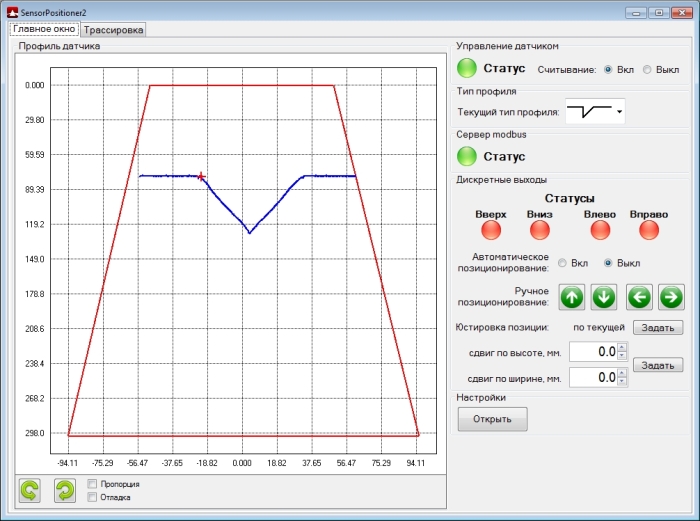
При выборе выдачи текущего положения посредством дискретных выходов система работает следующим образом. Лазерный датчик LS2D сканирует профиль свариваемых листов и передает результаты на компьютер. Программное обеспечение анализирует полученные результаты измерения. Если положение сварочной горелки отклоняется от заданной зоны допуска, программа подает команду сканеру для включения необходимых дискретных выходов. Сигналы этих дискретных выходов приводят в движение сервоприводы, направляющие сварочную горелку в зону допуска. Таким образом, осуществляется бесконтактное позиционирование горелки относительно сварного шва.
При выборе выдачи текущего положения посредством регистров сервера Modbus внешняя система считывает эти регистры и самостоятельно принимает решение о позиционировании и осуществляет его.
Пример работы программного обеспечения:
Применение
Применение
Видео
Ссылки для скачивания
Для заказа
Для заказа
Варианты корпусов
Варианты корпусов